| 制氮机想必很多人都用到过,但是具体的制氮机操作流程一定很多人都不知道哩,下面我们就来说说制氮机的操作流程吧,尤其是安全上的流程。当压缩空气气源压力达到0.7MPa以上时,打开制氮机总进口截止阀,调节气动阀门工作气 源处的减压阀压力到0.4-0.5Mpa;养护工作开始前,关闭制氮机,氮气出口阀和取样阀,关闭制氮机电源开关。注意观察两个吸附罐压力及气动阀动作是否正常。系统和管道必须完全泄压;系统排出的废气为浓缩氧气,注意消防安全,室内空气流通畅通;调节氧分析仪取样减压阀将压力调节到1.0bar,调节取样流量计,将气量调至在1左右即可,注意采样气量不宜过大。开始检测氮气纯度。空压机运行中定时排放排污阀。顺时针打开PLC主站电控柜上的制氮机电源开关。在制氮机控制柜的氧分仪上设定氧含量上限,装置正常工作。根据两个吸附塔的压力变化来判断两吸附塔是否正常切换,再生塔压力为零,均匀时两塔压力应接近原工作塔压力的一半。必须关闭整个系统和系统各部分;制氮机吸附罐压力达到0.6MPa左右,观察制氮系统是否正常工作,打开测氧仪的电源开关,并调节适量的取样流量,观察含氧量。根据需要的氮气纯度调节纯度阀的开度,纯度合格后自动切换进入氮气储罐,储氮罐储氮压力一般为0.6—0.8MPa左右。养护工作开始前,注意测氧仪指示的氧含量是否符合要求。通过调整氮气出口阀的开度来调节氮气的纯度和流量。缓慢打开放空出口截止阀,调节流量至额定流量的1/2。当氮气纯度达到要求后,缓慢打开纯气出口截止阀,将流量调至所需的流量,关闭放空出口截止阀,设备正常运转即可投入使用。先将空压机旋钮转到空载,空载运转2分钟后关闭空压机。空气缓冲罐下部排污阀打开排空罐内油水。开启空压机可根据两个吸附罐的压力变化情况来判断,待压缩空气缓冲罐压力达到0.8MPa以上后,开启控制柜制氮开关。 |
随机文章
- 4月29日WTI原油商品指数为71.81
- 德国商协会和企业家代表参观福田戴姆勒工厂
- 7月19-21日——2023世界半导体大会暨南京国际半导体博览会将在南京举办
- 美国天然气价格 创二十年来二月份最低
- 赣锋锂业2021年净利同比预增368.45%–436.76%
- 印度对中国等国家PVC(聚氯乙烯)糊树脂作出反倾销终裁
- 全球首个可量化评价的零碳工厂标准正式发布!有哪些亮点?
- 7m3/h食品包装用制氮机,纯度为99.5%,工作压力为5KG/CM2
- 2022第二十二届中山机床模具及塑胶机械展览会
- 工业压缩空气系统的设计和管道布局
- 鞍钢中标中海油莆田LNG储罐用钢
- 河南开元气体装备有限公司与盈德气体签订6台2000m3贮槽合同
制氮机的安全操作流程介绍
为您推荐
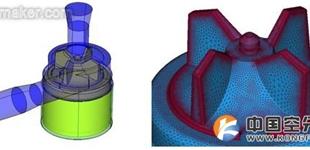
基于AcuSolve和HyperMorph水泵三维流动数值模拟及性能影响研究
摘要:采用Altair公司CFD软件AcuSolve对离心水泵进行了定常三维流动模拟。数值模拟基于N-S方程,采用Spala
2022-09-22